造成这种现象的原因主要是刀尖损坏和缺乏锋利度。机床的不稳定性或共振和爬行的发生;不完善的加工技术。您可以更改或锐化该工具,然后重新切割该工具;

1.工件表面光洁度差
造成这种现象的原因主要是刀尖损坏和缺乏锋利度。机床的不稳定性或共振和爬行的发生;不完善的加工技术。您可以更改或锐化该工具,然后重新切割该工具;调整机器的平面温度;更换磨损的滑架导轨和滚珠,添加润滑油,选择合适的切削液;并使用尽可能高的主轴转速来解决。
2.工件锥度大小头现象
出现此问题的原因是机床位置不稳定。转动长轴时,工件材料过硬,会导致刀具吃掉大量刀具,造成刀具制造现象。此外,尾座顶针与主轴不同心。采用水平仪调整机床水平度,并可靠固定,以提高其刚性;选择切割技术和进给速度时一定要公平,最好展示一下刀;并调整机床尾座,这些方法可以消除工件的锥度。
3.工件尺寸大小
长时间工作的机床托盘的螺钉和轴承磨损;长期使用刀架会导致重复定位精度不被允许,这是导致工件尺寸在此期间变小的主要弊端。如果遇到此类问题,则应首先检查笔架的重复定位精度。方法是在系统中编译一个固定循环程序,然后在刀架底部测量刻度盘。如果是螺钉或轴承问题,请回答调整螺钉间隙并更换新轴承。然后用相同的方法检查刀架的重复定位精度,加工后工件的精度将导致程序的起点。如果上面没有问题,
4.工件的轴向尺寸差异很大
主要原因是定位速度过快,驱动器和机电跟不上节奏。托架螺丝和轴承太紧且卡住;刀架无法锁定,编程头尾无响应或不禁止刀具补偿;系统电子齿轮比或步进角设置错误。解决的办法是适当调整定位速度,使设备以额定频率运行。重新调整螺丝和轴承之间的间隙;检查刀架内的涡轮蜗杆是否磨损;改善程序和处理技术;并调整电子齿轮和拍摄者角度的阶跃参数等。
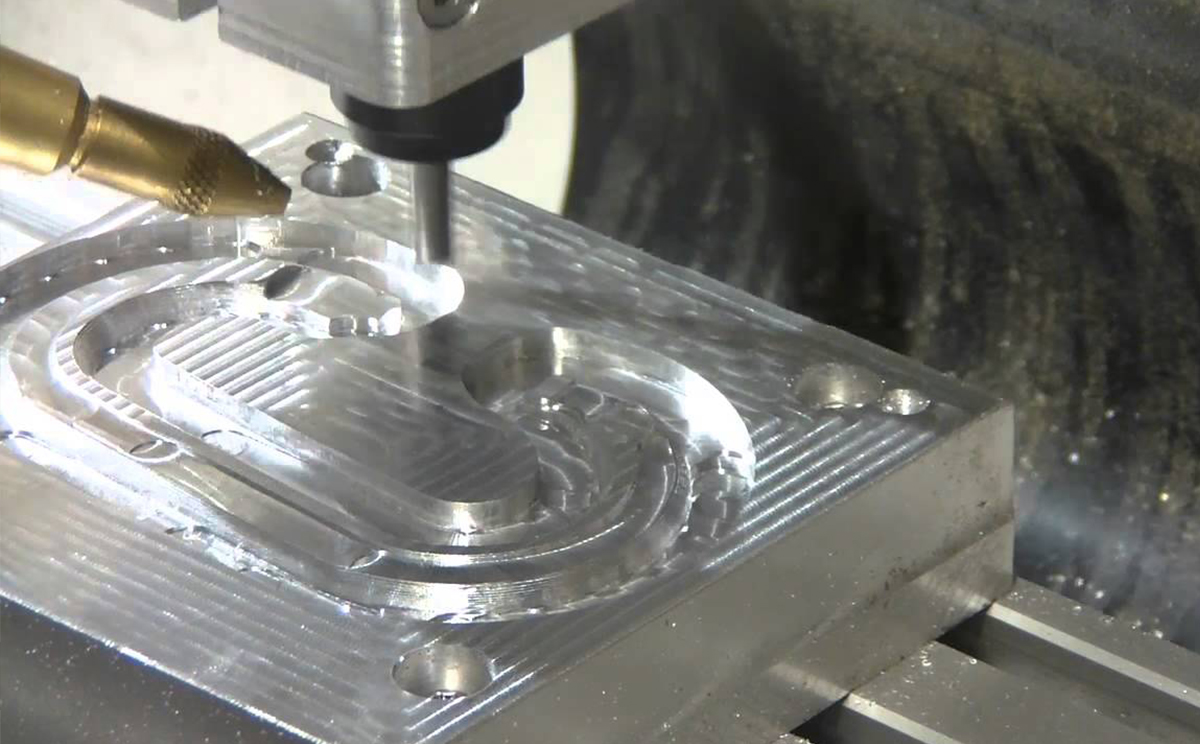
CNC数控加工设备
5.加工圆弧尺寸不到位
这是因为机床部件共振。加工工艺和参数设置不合理,进给速度过大,电弧加工不合时宜;螺钉太松或太紧而导致失步;同步带是由磨损引起的。它要求操作者反转谐振分量的频率。设置合理的加工技术以适当降低进料速度;调整螺丝间隙和更改同步度可以解决此问题。
6.有时在批量生产中工件超出公差
可能的原因包括夹紧松动或尺寸变化;CNC系统受到干扰。应该使用改进工件的夹紧方法来增加夹紧的牢固度并最小化可能的尺寸变化。释放来自内部和外部的电磁干扰,影响CNC系统的正常运行。例如,将会引起强电场干扰的强电缆与弱电信号的信号线隔离开,并添加抗干扰吸收电容器,并使用屏蔽线进行隔离。
7.每个过程的大小增加或减少
发生此现象的原因是编程错误;系统参数和配置不公平;机械传动部件有规律的周期性变化。需要将百分表放置在程序的起点,检查程序结束后,滑架是否返回起点,并根据请求的轨迹检查是否执行了程序指令;修改不正当的系统参数和配置;还要检查机床传动部门零件是否损坏,齿轮联轴器是否均匀,排除周期性变化的故障。
8.系统引起的尺寸变化不乱
造成此问题的主要原因是系统损坏或参数设置不合理,或者受到外界干扰。系统与驱动器之间的阻抗不匹配或信号传输异常;工作电压不稳定。
当操作者确认系统没有损坏时,有必要调整切割速度,以检查脉冲产生的信号是否丢失或增加;为确保接地线可靠连接,请在驱动器的脉冲输出接点处安装抗干扰吸收电容器,并选择合适的电容器类型;检查系统与驱动器之间的信号连接线是否可靠,是否带屏蔽功能;安装稳压设备。

- CNC精密加工
- 精密压铸
2022-01-07 15:03:53
6063铝合金对各行业的好处
如果您有兴趣购买一种或多种回火等级的 6063铝合金,请...
2022-01-07 14:58:29
2A12铝合金特性和用途
2A12铝合金的导电性、强度和耐腐蚀性等属性都决定了它...
2022-01-05 10:49:41
6061和5052铝合金如何选择
结构工程师和设计师在评估铝合金时有多种材料可供选择...
2022-01-05 10:44:37
使用铝合金5052 的优势
与钢一样,铝合金5052是商业项目和应用中最常用和最常用...
2022-01-05 10:39:25
直接铝合金挤压
挤压是一种在铝合金材料被推过模具时产生具有不变横截...
2021-12-20 10:04:13
机加工镁合金安全吗?
那么如何解决这些安全问题呢?本文介绍了加工镁合金零件...